





想要直观了解澄迈县【管型母线100/90】产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:澄迈县【管型母线100/90】的图文介绍

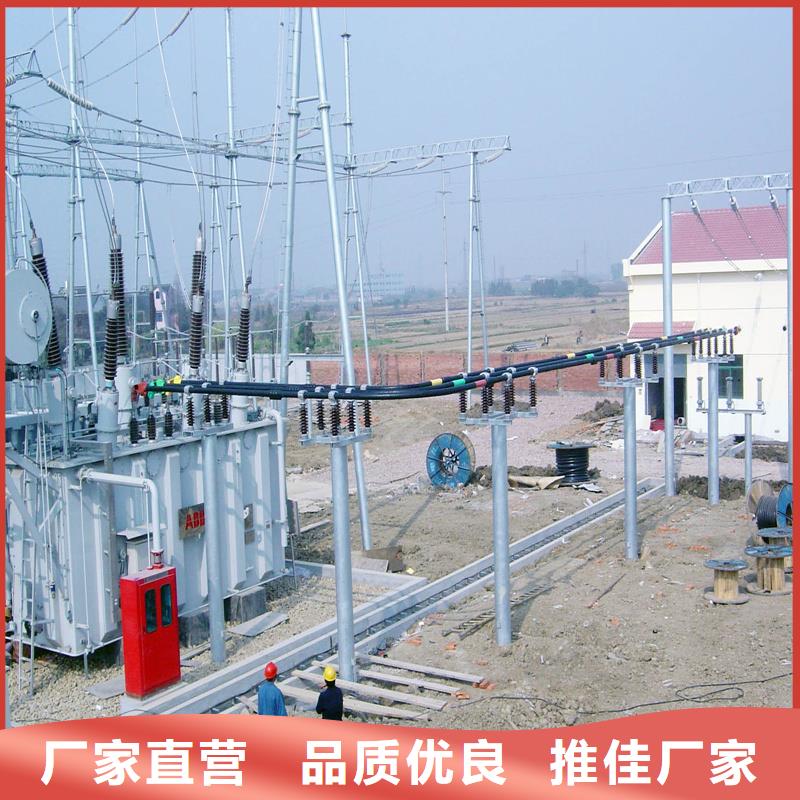
6063G(6063)铝镁合金管母线,LF21(3A21)铝锰合金管母线,LDRE(6R05)铝镁硅合金管母线,6Z63(6063-Zr)耐热铝合金管母线 ,6063铝镁合金管管形母线、6063G铝镁合金管形母线、LF-21铝锰合金管形母线、3A12铝锰合金管形母线、LDRE铝镁硅合金管形母线、6R05铝镁硅合金管形母线、6Z63耐热铝合金管形母线;屏蔽式绝缘铜(铝)管母线、电力金具、电线电缆、LGJ钢芯铝绞线,NAHLGJQ耐热钢芯铝绞线,SY单导线设备线夹,SYG铜铝单导线设备线夹,MGZ终端球,MGZ1管形母线带阻尼线终端球,MGF管形母线封端盖,MGF1管形母线带阻尼线封端盖,MGT T型线夹,SY设备线夹,KLMG型跨路母线过渡金具,MGG型固定金具,MGG型滑动线夹等等。:6063G铝镁合金管母线,LF-21Y铝锰合金管母线,LDRE铝镁硅合金管母线----铝镁合金管母线的用途:管母线_绝缘铝管母线_绝缘管母线_管型母线_电站用管型母线、复合屏蔽铜(铝)管型母线桥、管型母线金具、钢芯铝绞线、大截面耐热铝合金导线。主要应用在我国电力建设工程中电网输电导线与变电站变压器之间的导体连接、输电线路中的跳线、电力设备中的连接导体以及日照铝镁合金管母线铝锰合金管母线铝大电流直流融冰装置中作过流导体。 铝镁合金管母型母线铝锰合金管母线 全绝缘铜管母线半绝缘铜管母线是取代传统的矩形、槽形、棒形母线和软导线的***导体,是电力输变电系统中关键的设备(材料)之一,对输变电系统及电力设备的安可靠运行起着至关重要的作用。产品为空心管形结构,表面光泽,外形美观,尺寸均匀. 聊城市鼎利公司供应的 管母为空心导体,对流散热条件好,温升低,损耗小;趋肤效应系数小,电流分布均匀,电流密度可达1.4A/mm2;有利于提高电晕起始电压;安装、维修简单,连接方便;占地面积小,是软导线的的1/3;内部晶粒组织致密,抗腐蚀性强;不易覆冰、抗灾能力强;6Z63高度强耐热铝合金管型母线可在150°C—200°C环境下全安运行,在250°C环境下,抗拉强度可保持常温时88%以上,该特性适合融冰装置工程、大容量变电站工程。

对于不同类型的工业铝镁合金管母线 管母线,采用不同的加工方法,常见的加工方法有氧化加工、同城挤压成型、同城铸造成型、同城熔化杂质和成分来提高产品硬度,这些方法有自己的优点和特点,以下锦铝金属将详细介绍。工业铝镁合金管母线 管母线有几种加工方法。不同的工业铝镁合金管母线 管母线加工方法对后期制造的工业铝镁合金管母线 管母线产品有不同的影响,因为不同的加工方法会导致工业铝镁合金管母线 管母线承受不同的压力。介绍工业铝镁合金管母线 管母线加工常用方法1.氧化。工业铝镁合金管母线 管母线表面银白氧化,优雅美观,耐腐蚀。2.挤压成型。每种规格的铝镁合金管母线 管母线都有响应的生产模具,将铝放入模具中,挤压形成客户需要的铝镁合金管母线 管母线。3.铸造成型。类似于电视上看到的早期打铁工艺。4.熔化杂质。铝的纯度与性能成正比。纯度越高,性能越好。因此,铝镁合金管母线 管母线的性能是通过熔提高铝镁合金管母线 管母线的性能。5.成分增加产品硬度。工业铝镁合金管母线 管母线是一种铝合金型材,包括铝镁硅合金、同城铝锌合金等,可以提高铝镁合金管母线 管母线的硬度和承载力。
处。


如何防止铝合金管母线在焊接的时候变形- 来源: 中国金属资讯网 发布人: newsh 大中小摘要: 熔化状态的铝合金在凝固结晶过程中,其体积大约减少6%,在此过程中所产生的收缩应力可能会导致焊接接头的变形。熔化状态的铝合金在凝固结晶过程中,其体积大约减少6%,在此过程中所产生的收缩应力可能会导致焊接接头的变形。焊接变形造成焊接结构尺寸形状超差,焊接结构组装配合困难,焊接变形过大或矫正无效,有可能使产品报废,造成经济损失。铝及铝合金焊接产品当中目前都以薄板构件居多,在焊接过程中更易发生变形,因而有效地控制其变形就显得尤为重要。控制变形与正确的结构设计,接头的准备和装配,焊接方法的选择和正确的焊接次序有关。为了使变形减至小,零件设计时,应该将焊缝减至少并且合理布置焊缝位置,如果是在刚性的区域局部焊接,如在边棱或拐角处焊接,将会使变形很小,焊缝应该远离强烈的冷作硬化区。合理选择焊接工艺,可以使变形减至小,如选用热输入集中的焊接方法,单边焊时采用反变形法,双面焊时使焊缝的每一边都熔敷上等量的金属。正确的焊接顺序是控制和减少变形的主要方法。它使焊接变形消失于焊接过程中,或使不同时期、不同位置产生的焊接变形相反、相消,从而达到控制焊接变形的目的。设计焊接顺序时可以考虑以下几点:(1)一般应从中心向外进行焊接;(2)具有 收缩的焊缝先焊;(3)如有可能,为了平衡收缩,对于一个结构的两边焊接应该同时进行;(4)焊缝应分布在结构的两边,焊接时,焊道要两边交替焊接,以平衡应力。若条件允许,应尽量采用分段逆焊技术;(5)对于一个焊道,一旦开始焊接后,就不要间断,一直焊完。采用工装夹具对焊件进行刚性固定之后再实施焊接,这也是防止变形的有效措施,且不分考虑焊接顺序。但是对于一些大的、形状复杂的焊件来说,夹具的制造比较麻烦,而且撤除固定之后,焊件还有少许变形。因此,这种方法更适用于一些小的,形状规则的焊件焊接。如果焊件尺寸大、形状复杂,又是成批生产,则可以设计一个能够转动的专用焊接模具,既可以防止变形,又能提高生产率。在实际焊接生产中,控制变形的方法还有很多,而且在运用时,常常多是联釆用,而不是单独采用。因此要具体问题具体分析。




嘉峪关辰昌盛通金属材料有限公司,地址:经济技术开发区1号路东。 公司专业经营(嘉峪关) 本地 铜绞线。欢迎新老客户来我公司洽谈。 我们以“优良的品质、优惠的价格、优质的服务”赢得了新老客户的信赖和支持,在业界树立起良好的信誉和口碑。 在此,公司经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户.谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。


